冲压模具在设计时需要进行合理工艺分析,避免出现设计缺陷而导致模具报废。没有实操的设计是有短板的,如何避免工艺缺陷呢?

工件弯曲时,除了塑性变形外,同时伴随有弹性变形,出现回弹现象。因此弯曲件的圆角不宜过大。否则无法保证折弯角度稳定。折弯角R太小容易导致外层纤维产生拉裂。对于低碳钢,最小弯曲圆角约为1.0T;黄铜和铝的最小弯曲圆角约为0.6T;对于中碳钢,最小弯曲圆角约为1.5T。为了保证工件的弯曲质量,折弯产品的直边高度h不宜过小,必须大于或等于最小弯边高度hmin。折弯有孔的毛坯时,孔边距不宜过小。如果孔位过于靠近折弯边,则弯曲时孔的形状会发生变化。从孔边到弯曲边的距离L,L应符合下式:
为防止变形,弯曲件的高度相差不宜太大。弯曲件的形状和尺寸应尽可能对称,否则在小端处会产生畸形的歪扭。如果这样结果在设计时难改善,则必须保证:在局部弯曲某一段边缘时,为了心目在交接处由于应力集中而产生撕裂,不应忽视先冲卸荷孔、切槽,或将弯曲线位移一定距离。
窄边弯曲时,变形区的截面形状会发生畸变,即内表面的宽度变宽,外表面的宽度变窄。当板宽b<3t(t为板厚)时,尤为明显。如果弯曲件的宽度b精度要求较高,不允许有鼓起现象,则不应忽视在弯曲线上预先做出工艺切口。弯曲时塑性变形与弹性变形同时存在。当外载荷去除后,弹性变形即消失,产生回弹。回弹值与材料性能、相对弯曲半径r/t、弯曲角等因素有关。材料的屈服点σs 越高、弹性模量E越小、r/t越小、弯曲角越大,则回弹越大。为了保证工件的精度,弯曲时不能忽视回弹。可用修模、利用不同部位回弹方向不同、局部增加三角肋等方法减小回弹,也可采用摆动块的凹模结构减小回弹。对于弯曲半径很大的零件,不能用普通的弯曲方法。否则由于其大的弹性变形无法获得所需的形状和尺寸,此时可用拉弯的方法。在板料弯曲前先加一个轴向拉力,其数据使毛坯断面内的应力稍大于材料的屈服点,然后在拉力作用的同时进行弯曲。对于形状复杂的弯曲件,不能一次弯成,而需要多次弯曲成形。工序安排的原则是先弯外角。后次弯曲不能影响前次弯曲部分的变形。弯曲次数可以是两次、三次,甚至多次。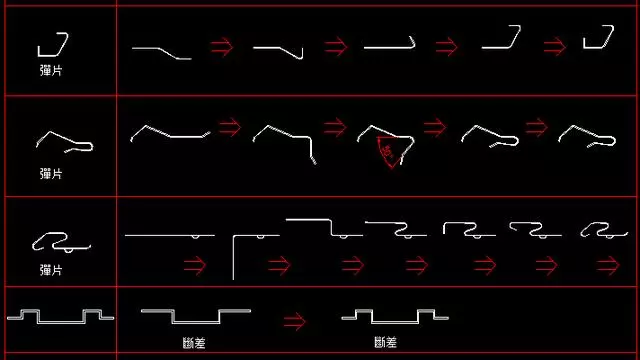
边缘部分有缺口的弯曲件,若在毛坯上将缺口冲出,弯曲时会出现叉口,严重时便无法成形。这是必须在缺口处留有连接带,待弯曲成形后再将连接带切除。在弯曲工艺中,偏移是影响工件精度的一个重要因素,因此在开始弯曲前,毛坯就应有一部分可靠地固定在模具的某一部分上,以防止弯曲时偏移。应尽量利用零件上的孔来定位。如果零件上没有可利用的孔,则可考虑工艺孔定位。
十三、弯曲模结构不应使材料在合模进产生大的局部变薄和划伤
弯曲模应注意在合模过程中仅在零件确定的弯曲线位置上进行弯曲。毛坯不应产生大的局部变薄和划伤。采用左图的结构进行弯曲时,外角C处的弯曲线的位置在弯曲过程中是变化的,先在B点,最后到C点,所以使零件的外角形状不准,直臂部分变薄。十四、模具结构不应妨碍和阻止毛坯在合模过程的转动和移动
弯曲模具的结构应考虑毛坯在弯曲时的转动空间,不能妨碍和阻止毛坯移动和转动,否则会影响工件的形状与尺寸。这一点对于形状复杂的多角弯曲尤为重要。
弯曲回弹的大小与材料的弹性模数成正比。弹性模数小的材料变形后的弹性恢复量大,不宜用于弯曲工序。相同屈服点的材料,弹性模数大的材料变形后的弹性恢复量小。已退火的低碳钢较软锰黄铜适宜作弯曲工件材料。弯曲回弹的大小与材料的屈服极限成正比。屈服点高的材料,变形后弹性恢复量较大,不宜用于弯曲工序。即弹性模数相同的材料,屈服点高的材料,弹性恢复量较大。因此,冷作硬化钢不宜用于弯曲工序。十七、对于弯曲半径及弧度角均很大的弯曲件,不宜用普通弯曲方法
弯曲半径及弧度角均很大的弯曲件宜用滚弯(卷板),而不能用普通弯曲方法。滚弯是将板坯置于2~4个辊子中通过,随着辊子的回转,使板坯弯曲成形。此外,由于辊子的位置可相对于板坯适当变化,所以也可以制成四边形、椭圆形,以及其它非圆断面的筒形件。长带料绕纵轴线的弯曲宜用滚压成形而不宜用普通弯曲方法。滚压成形是将带料置于前后直排的数组成形辊子中通过。随着辊子的回转,带料向前送进的同时,又顺次进行轴向弯曲成形。滚压成形能制造出断面形状复杂的制件。形辊的制造较简单,成本低,寿命也较长。变截面槽形零件在中小批量生产时,为了减少投资,可采用滚压成形。此时成形辊除了对板坯纵向相对运动外,还需横向仿形运动。虽然从变形的性质看,管材与型材的弯曲和板料的弯曲是相同的,但是工艺方法及难点有较大的不同。管材和型材的弯曲一定要防止弯曲变形区内毛坯断面形状畸变。在生产中,管材与型材的弯曲方法有拉弯、滚弯、推弯和绕弯等。要注意的是,拉弯的凸模、滚弯的辊子、推弯及绕弯的固定模,其工作表面应做成与毛坯断面形状相吻合的凹槽,防止断面的转动和形状的畸变。必要时管内还要加相应的芯棒。