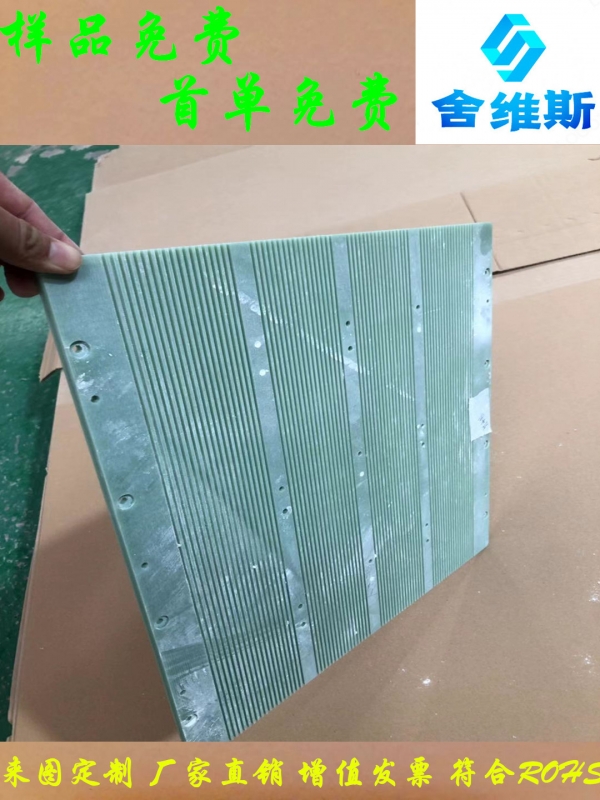
模压成型工艺是利用树脂固化反应中各阶段特性来实现制品成型的,即模压料塑化、流动并充满模腔,树脂固化。在模压料充满模腔的流动过程中,不仅树脂流动,增强材料也要随之流动,所以模压成型工艺的成型压力较其他工艺方法高,属于高压成型。因此,它既需要能对压力进行控制的液压机,又需要高强度、高精度、耐高温的金属模具。
【SMC/BMC的质量检查】SMC片材的质量对成型工艺过程及制品质量有很大的影响。因此,压制前必须了解料的质量,如树脂糊配方、树脂糊的增稠曲线、玻纤含量、玻纤浸润剂类型。单重、薄膜剥离性,硬度及质量均匀性等。 【剪裁】按制品的结构形状,加料位置,流程决定片材剪裁的形状与尺寸,制作样板,再按样板裁料。剪裁的形状多为方形或圆形,尺寸多按制品表面投影面积的40%一80%。为防止外界杂质的污染,上下薄膜在装料前才揭去。 1、熟悉压机的各项操作参数,尤其要调整好工作压力和压机运行速度及台面平行度等。 2、模具安装一定要水平,并确保安装位置在压机台面的中心,压制前要先彻底清理模具,并涂脱模剂。加料前要用干净纱布将脱模剂擦均,以免影响制品外观。对于新模具,用前须去油。 1、加料量的确定 每个制品的加料量在首次压制时可按下式计算: 加料面积的大小,直接影响到制品的密实程度 , 料的流动距离和制品表面质量。它与SMC的流动与固化特性、制品性能要求、模具结构等有关。一般加料面积为40%一80%,过小会因流程过长而导致玻纤取向,降低强度,增加波纹度,甚至不能充满模腔。过大,不利于排气,易产生制品内裂纹。 加料位置与方式直接影响到制品的外观,强度与方向性。通常情况下,料的加料位置应在模腔中部。对于非对称性复杂制品,加料位置必须确保成型时料流同时到达模具成型内腔各端部。加料方式必须有利于排气。多层片材叠合时,最好将料块按上小下大呈宝塔形叠置。另外,料块尽量不要分开加,否则会产生空气裹集和熔接区,导致制品强度下降。 在加料前,为增加片材的流动性,可采用100℃或120℃下预热操作。这一点对成型深拉形制品尤其有利。 当料块进入模腔后,压机快速下行。当上、下模吻合时,缓慢施加所需成型压力,经过一定的固化制度后,制品成型结束。成型过程中,要合理地选定各种成型工艺参数及压机操作条件。 成型温度的高低,取决于树脂糊的固化体系、制品厚度,生产效率和制品结构的复杂程度。成型温度必须保证固化体系引发、交联反应的顺利进行,并实现完全的固化。一般来说,厚度大的制品所选择的成型温度应比薄壁制品低,这样可以防止过高温度在厚制品内部产生过度的热积聚。如制品厚度为25~32mm,其成型温度为135—145℃。而更薄制品可在171℃下成型。 成型温度的提高,可缩短相应的固化时间;反之,当成型温度降低时,则需延长相应的固化时间。成型温度应在最高固化速度和最佳成型条件之间权衡选定。一般认为,SMC成型温度在120~155℃之间。 SMC/BMC成型压力随制品结构、形状、尺寸及SMC增稠程度而异。形状简单的制品仅需25~730MPa的成型压力;形状复杂的制品,成型压力可达7140~15210MPa 。SMC增稠程度越高,所需成型压力也越大。 成型压力的大小与模具结构也有关系。垂直分型结构模具所需的成型压力低于水平分型结构模具。配合间隙较小的模具比间隙较大的模具需较高压力。 外观性能和平滑度要求高的制品,在成型时需较高的成型压力。 总之,成型压力的确定应考虑多方面因素。一般来说,SMC成型压力在3—7MPa之间。 SMC/BMC在成型温度下的固化时间(也叫保温时间)与它的性质及固化体系、成型温度、制品厚度和颜色等因素有关。 固化时间一般按40s/mm计算。对3mm以上厚制品,有人认为每增加4mm,固化时间增加1min; 在压制时SMC的粘度(稠度)应总保持一致;揭开SMC的载体薄膜后,不能长时间放置,应在揭开薄膜后立即压制,不要暴露在空气中,防止苯乙烯过量挥发;保持SMC片材在模具中的加料形状和加料位置一致;保持模具在不同位置处的温度均匀,恒定,应定时检查。保持成型过程中的成型温度、成型压力恒定,应定时检查。 外观检查:如光泽度,平整度,斑点,颜色,流动纹,裂纹等; 力学性能测试:弯曲强度,拉伸强度,弹性模量等,整件制品性能测试;其它性能:耐电性,耐介质腐蚀性。 2021年是“十四五规划”的开局之年,得益于我国新冠疫情的有效控制,我国经济快速恢复,复合材料即将迎来史无前例的全球性需求的大增长;“碳中和”新能源市场、5G通讯、新能源汽车交通物流、社会基建工程、军工技术装备、乡村振兴等各个领域都给复合材料产品的应用提供了广阔的市场。 机遇与挑战并存,如何高质、高效的为市场提供合格的复合材料产品,需要我们复材从业企业的共同努力,需要材料、工艺、设计、技术、装备协同发展;复材应用技术网一直致力于行业技术交流合作,促进行业工艺升级进步,搭建复合材料产业链上下游合作平台。 “2021第六届复合材料模压成型工艺技术与市场应用研讨会”定于7月14-16日在江苏昆山召开,大会旨在探讨交流如何进一步提升复合材料模压工艺技术和生产制造水平,推介近年复合材料领域新材料、新技术、新装备及新应用,满足未来复合材料应用市场的发展和需求,为复合材料行业的健康发展献计献策。 复材应用技术网 山东纳讯信息科技有限公司 北京博纳智科技有限公司 河南泰田重工机械制造有限公司、苏州奥德高端装备股份有限公司、常熟建安玻璃钢制品有限公司、台州华诚模具有限公司、江苏澳明威环保新材料有限公司、方鑫树脂(常州、南通)有限公司、江苏富利德航通新材科技有限公司、德州海力达模塑有限公司 .......更多支持单位邀约中...............